
- TRANG CHỦ
- GIỚI THIỆU
- SẢN PHẨM
- Nguyên liệu ngành nhựa
- Hóa chất ngành Giấy
- Trợ bảo lưu và thoát nước
- Chất tăng bền ướt
- Chất phủ lô
- Hóa chất giặt chăn lưới
- Chất diệt khuẩn
- Tăng trắng huỳnh quang
- Lơ tím, xanh
- Trợ chống thấm bề mặt
- Phẩm màu cho giấy bao bì
- Phẩm màu cho giấy bìa màu
- Hóa chất cho giấy tráng phủ
- Chất phá bọt
- Chất tăng bền khô
- Hóa chất xử lý nước thải
- Chất phân tán Tissue
- Chất khử mực
- Hóa chất ngành sơn
- Nguyên liệu xi măng
- Hóa chất công nghiệp
- Hóa chất ngành dệt nhuộm
- TIN TỨC
- KỸ THUẬT
- KHÁCH HÀNG
- TUYỂN DỤNG
- LIÊN HỆ
DANH MỤC SẢN PHẨM
SẢN PHẨM THEO HÃNG
SẢN PHẨM TIÊU BIỂU
-

Chất tách lô Resozol 150, Solenis

Chi tiết Mua hàng -

Tăng trắng DeepWhite ABP 130, dạng lỏng
Chi tiết Mua hàng -

Chất tăng bền ướt Kymene 557H
Chi tiết Mua hàng -
 in logo thương hiệu của Công ty TNHH Hóa chất Alpha Việt Nam
</div>
</div>")
Nhựa Bakelit 141; 141J black; 151J black; 151J red
Chi tiết Mua hàng -
 ép đứng
</div>
<div class='tooltip_des' style='width: 288px; height: auto; padding: 5px; text-align: justify'>
<img src='http://www.alphachem.com.vn/profiles/alphachemcomvn/uploads/attach/thumbnail/p1517474991_bakelit4.jpg' alt='Nhựa Phenolic 141 (Bakelit) ép đứng' style='width: 288px; height:300px;'>
Nhựa Phenolic (Bakelit) ép đứng, dạng bột.
Mã sản phẩm: PF2A2-141
</div>
</div>")
Nhựa Phenolic 141 (Bakelit) ép đứng
Chi tiết Mua hàng -
 ép phun
</div>
<div class='tooltip_des' style='width: 288px; height: auto; padding: 5px; text-align: justify'>
<img src='http://www.alphachem.com.vn/profiles/alphachemcomvn/uploads/attach/thumbnail/p1517475040_bakelit4.jpg' alt='Nhựa Phenolic 141J (Bakelit) ép phun' style='width: 288px; height:300px;'>
Nhựa Phenolic Moulding Compound
Mã sản phẩm: PF2A2-141J, màu đen, sử dụng cho ép phun
</div>
</div>")
Nhựa Phenolic 141J (Bakelit) ép phun
Chi tiết Mua hàng -

Melamine 99.8%, Yulong
Chi tiết Mua hàng -

Hạt nhựa PP K8009
Chi tiết Mua hàng -

Hạt nhựa PC 2407, 2807, 2858, trong suốt
Chi tiết Mua hàng -

</div>
<div class='tooltip_des' style='width: 288px; height: auto; padding: 5px; text-align: justify'>
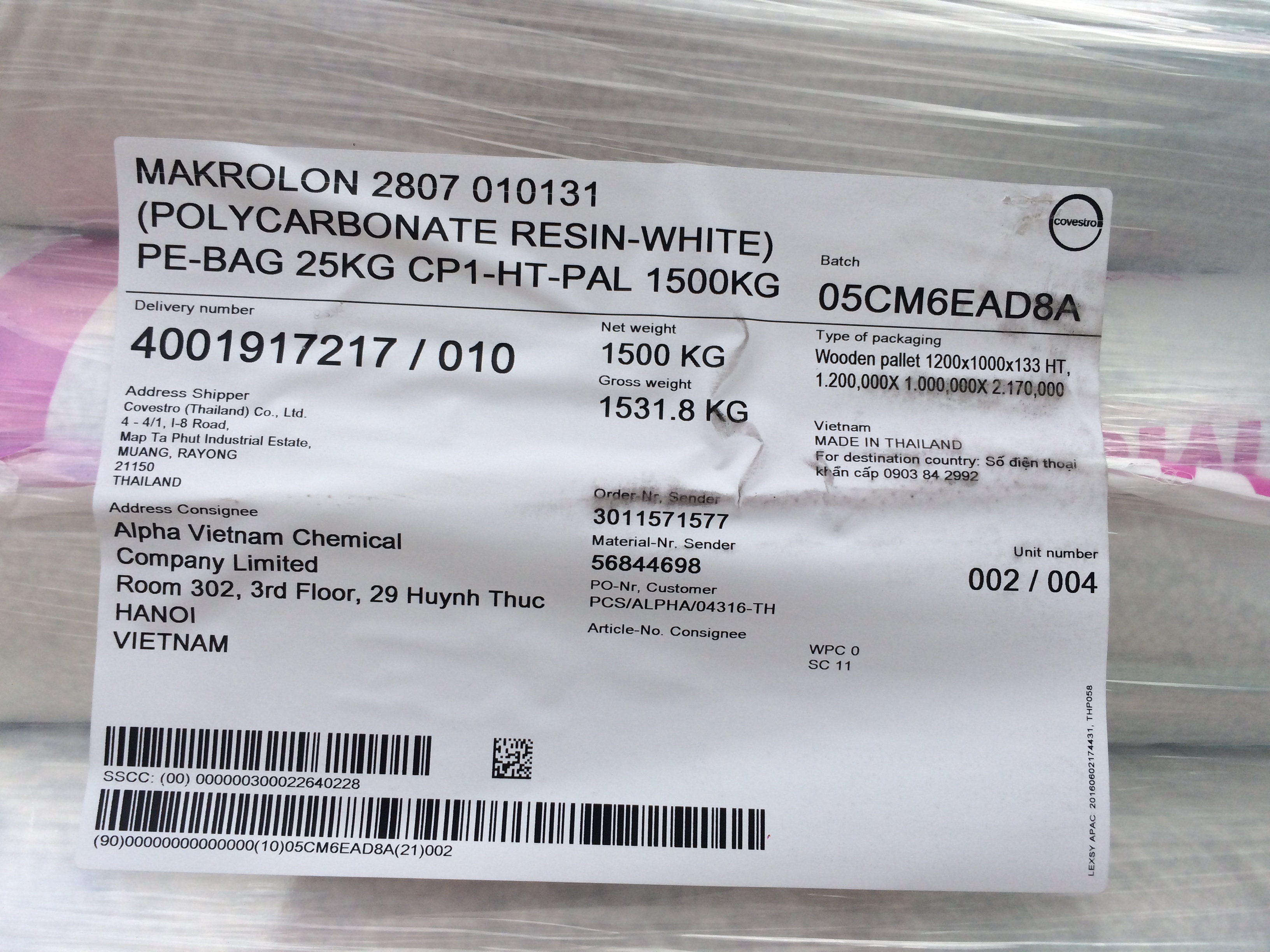
<img src='http://www.alphachem.com.vn/profiles/alphachemcomvn/uploads/attach/thumbnail/p1495164698_m2807010131trangdien2.jpg' alt='Hạt nhựa PC 2407, 2807 010131 (trắng điện)' style='width: 288px; height:300px;'>
Hạt nhựa PC Makrolon 2807 010131, trắng điện (Bayer/Covestro)
Ứng dụng: công tắc, ổ cắm điện, hạt công tắc, mặt công tắc ổ cắm...
</div>
</div>")
Hạt nhựa PC 2407, 2807 010131 (trắng điện)
Chi tiết Mua hàng -

Hạt nhựa ABS GP22
Chi tiết Mua hàng -

Cao lanh nung Snowhite 80
Chi tiết Mua hàng -

Cao lanh nung
Chi tiết Mua hàng -

Tăng trắng bột Tinopal ABP-Xhc, 20kg/bao
Chi tiết Mua hàng -

Gia keo bề mặt Basoplast 7305 cho giấy bao bì
Chi tiết Mua hàng



 in logo thương hiệu của Công ty TNHH Hóa chất Alpha Việt Nam
</div>
</div>")
 ép đứng
</div>
<div class='tooltip_des' style='width: 288px; height: auto; padding: 5px; text-align: justify'>
<img src='http://www.alphachem.com.vn/profiles/alphachemcomvn/uploads/attach/thumbnail/p1517474991_bakelit4.jpg' alt='Nhựa Phenolic 141 (Bakelit) ép đứng' style='width: 288px; height:300px;'>
Nhựa Phenolic (Bakelit) ép đứng, dạng bột.
Mã sản phẩm: PF2A2-141
</div>
</div>")
 ép phun
</div>
<div class='tooltip_des' style='width: 288px; height: auto; padding: 5px; text-align: justify'>
<img src='http://www.alphachem.com.vn/profiles/alphachemcomvn/uploads/attach/thumbnail/p1517475040_bakelit4.jpg' alt='Nhựa Phenolic 141J (Bakelit) ép phun' style='width: 288px; height:300px;'>
Nhựa Phenolic Moulding Compound
Mã sản phẩm: PF2A2-141J, màu đen, sử dụng cho ép phun
</div>
</div>")








TÀI LIỆU KỸ THUẬT
- tdsp640j.pdf
- propertyanalysiswt45ancalpha.pdf
- tdspalmac1600alpha.pdf
- tdspalmac1500alpha.pdf
- stearicacid1838alpha.pdf
- coaofstearicacidr401860alpha.pdf
- deepwhiteabpxpowderalpha.pdf
- kymenẹ57htangbenuotvn.pdf
- prosofttq28881.pdf
- tdskymene705.pdf
- kymenẹ57htds.pdf
- hyt80tdsenalpha.pdf
- snowhite80tdsvietnam.pdf
- pmmacm207.pdf
- pc110uiso.pdf
- opticalbrighteningagent2plc.docx
- opticalbrighteningagent4plcvn.pdf
- melaminetdsalpha.pdf
- coazncl2alpha.jpg
- tdszncl2alpha.pdf
- pc1220ueng.pdf
- pc1100u.pdf
- pc1070ueng.pdf
- absag15átds.pdf
- ppk8009tdsen.pdf
- absterlurangp35.pdf
- absterlurangp22.pdf
- bakelit161jcoaalpha.pdf
- bakelit151jcoaalpha.pdf
- bakelit141jcoaalpha.pdf
- bakelit141coaalpha.pdf
- makrolonet3117isoen.pdf
- makrolonet3113isoen.pdf
- makrolonal2647isoen.pdf
- makrolon2807isoen.pdf
- makrolon2407isoen.pdf
- alphavncompanyprofile.pdf

- HẠT NHỰA NGUYÊN SINH

- Hạt nhựa PC
Hạt nhựa PC 2407, 2807 010131 (trắng điện)
")
| Tên sản phẩm: | Hạt nhựa PC 2407, 2807 010131 (trắng điện) |
|---|---|
| Mã sản phẩm | Makrolon 2407, 2807 01013 |
| Nhóm sản phẩm: | Hạt nhựa PC |
| Lượt xem | 13125 |
| Mua hàng | |
Hạt nhựa PC Makrolon 2407, 2807 010131, trắng điện (Bayer)



Polycarbonate Makrolon trắng điện, mã 2407; 2807
Mã màu: 010131 (trắng điện)



Description
Makrolon 2405, 2407, and 2458 polycarbonate resins are
linear, low-viscosity, high-performance thermoplastics
produced in pellet form for processing primarily by
injection molding. A unique technology enables these
polycarbonates to maintain mechanical properties similar
to lower-melt-flow grades of standard polycarbonate,
while offering improved flowability for increased
design flexibility. Makrolon 2407 resin is UV-stabilized.
All three resins contain an internal mold release additive.
They are available in natural clear, clear tints, and
transparent, translucent, and opaque colors, and with
special visual effects.
By broadening the processing window, Makrolon
2405, 2407, and 2458 resins are designed to permit
faster cycling and higher productivity. Based upon tests
conducted at Bayer laboratories, a processing comparison
of Makrolon 2405 polycarbonate resin with production
runs of standard polycarbonate has demonstrated
increases in production rates in excess of 15%. Actual
test results may vary, depending on the application
and processing conditions. In addition, the increased
productivity reduces energy consumption on a unit
part basis.
These benefits are the result of low melt viscosity and
ease of part ejection. The low viscosity is of particular
interest in applications where thin walls exist or the
flow length-to-wall thickness is high. Ease of processing
at lower temperatures translates to faster cycles, as parts
may be produced at lower mold-set-point temperatures
and ejected after shorter cooling times. Although
applicable to existing tools, new tool design can take
advantage of the low melt viscosity of these grades.
Thinner runners and distribution systems can be
employed to minimize regrind and reduce cycle time.
Wall sections in the part can be reduced to conserve
materials and contribute faster cycling.
Although small parts offer some of the more attractive
benefits of increased productivity, these grades are also
candidates for applications involving large injection
molded parts. In both large and small part molding,
the same processing allowances exist. Lower melt
temperatures and easy release permit demolding with
less time necessary for stabilizing the part.
Makrolon 2458 resin complies with FDA food-contact
regulations 21 CFR 177.1580 (Polycarbonate Resins)
and may be used in contact with all food types. Most
colors may be used for all thermal food-contact
applications. However, some colors are limited by
Conditions of Use B, 21 CFR 175.300 and 176.170
and may not be used when the food is sterilized in the
food-contact article under autoclaving conditions.
Please contact your Bayer Corporation representative
with complete details when food contact is involved.
Makrolon 2458 resin, in natural 000000 and clear tints
550042 and 550115, is also listed under NSF standard
51 for use in food equipment. Please consult your Bayer
Corporation representative for more information about
food equipment applications.
Applications
Makrolon 2405, 2407, and 2458 resins are utilized over
a wide range of applications in a variety of market areas.
Typical applications include automotive light pipes,
clear windows for business machines and instruments,
and numerous consumer applications where multicavity
tooling is used. As with any product, use of Makrolon
2405, 2407, or 2458 resin in a given application must
be tested (including but not limited to field testing) in
advance by the user to determine suitability.
Medical Applications
Makrolon 2458 resin is used in a variety of medical
devices.
Biocompatability:Certain color formulations of
Makrolon 2458 polycarbonate resin (such as clear tint
550115) meet the requirements of the FDA-modified
ISO 10993, Part 1 “Biological Evaluation of Medical
Devices” tests with human tissue contact time of 30
days or less.Only products that meet these require-ments may be considered candidates for applications
requiring biocompatibility.
Regrind must not be used in medical applications
requiring biocompatibility.
Manufacturer’s Responsibility: It is the responsibility
of the medical device, biological product or pharma-ceutical manufacturer (“Manufacturer”) to determine
the suitability of all component parts and raw materials,
including Makrolon 2458 resin, used in its final product
in order to ensure safety and compliance with FDA
requirements. This determination must include, as
applicable, testing for suitability as an implant device
and suitability as to contact with and/or storage of
human tissue and liquids including, without limitation,
medication, blood or other bodily fluids. Under no
circumstances may Makrolon 2458 resin be used in
any cosmetic, reconstructive or reproductive implant
applications. Nor may Makrolon 2458 resin be used in
any other bodily implant applications or any applications
involving contact with or storage of human tissue, blood,
or other bodily fluids for greater than 30 days, based
on FDA-modified ISO 10993, Part 1 “Biological
Evaluation of Medical Devices” tests.
The suitability of a Bayer product in a given end-use
environment is dependent upon various conditions
including, without limitation, chemical compatibility,
temperature, part design, sterilization method, residual
stresses, and external loads. It is the responsibility of
the Manufacturer to evaluate its final product under
actual end-use requirements and to adequately advise
and warn purchasers and users thereof.
Single-use medical devices made from a Bayer product
are not suitable for multiple uses. If the medical device
is designed for multiple uses, it is the responsibility of
the Manufacturer to determine the appropriate number
of permissible uses by evaluating the device under actual
sterilization and end-use conditions and to adequately
advise and warn purchasers and users thereof.
Sterilization: Parts molded from Makrolon 2458 resin
are sterilizable using radiation, ethylene oxide, or steam
autoclaving. When sterilizing with steam, germicides
and detergents must be rinsed thoroughly from polycar-bonate parts prior to autoclaving. Failure to thoroughly
remove germicides and detergents from the part prior
to autoclaving may cause accelerated degradation of
the polycarbonate.
Steam sterilization temperatures for parts made of
Makrolon polycarbonate must not exceed 250º F
(121ºC) to avoid part deformation. Please note that
permanent immersion of polycarbonate parts in water
above 140ºF (60ºC) or in steam causes loss of material
properties and must be avoided. Furthermore, condensed
steam should not be allowed to accumulate, as this
may cause damage to parts. Polycarbonate parts should
also be protected from damage by substances such as
alkaline corrosion inhibitors, which are frequently
added to boiler feed water.
The sterilization method and the number of sterilization
cycles a medical device made from Makrolon 2458
resin can withstand will vary depending upon type/
grade of product, part design, processing parameters,
sterilization temperature, and chemical environment.
Therefore, the Manufacturer must evaluate each device
to determine the sterilization method and the number
of permissible sterilization cycles appropriate for
actual end-use requirements and must adequately
advise and warn purchasers and users thereof.
Drying
All polycarbonate resins are hygroscopic and must
be thoroughly dried prior to processing. A desiccant
dehumidifying hopper dryer is recommended. To
achieve a moisture content of less than 0.02%, hopper
inlet air temperature should be 250°F (121°C) and
inlet air dew point should be -20°F (-29°C) or lower.
The hopper capacity should be sufficient to provide
a minimum residence time of 4 hours. Additional
information on drying procedures is available in the
Bayer brochure General Drying Guide.
Processing
Makrolon resins may be easily processed on
commercially available molding equipment suitable for
injection molding of polycarbonate. Barrel temperatures
may be reduced by up to 45°F (25°C) below normal
processing conditions for standard polycarbonate due
to ease of cavity fill. Lower viscosity also means that
lower primary and secondary injection pressures may
be used and that molded-in stresses should be lower.
A lower melt temperature permits the use of shorter
hold and cure times. The shorter molding cycle is
complemented by ease of part ejection at high part
temperatures.
Typical processing parameters are noted below. Actual
processing conditions will depend on machine size,
mold design, material residence time, shot size, etc.
Additional information on processing may be obtained
by consulting the Bayer publication Makrolon Polycar-bonate — A Processing Guide for Injection Molding
and by contacting a Bayer MaterialSciencetechnical
service representative.
Regrind Information
Where end-use requirements permit, up to 20%
Makrolon resin regrind may be used with virgin
material, provided that the material is kept free of
contamination and is properly dried (see section on
Drying). Any regrind used must be generated from
properly molded parts, sprues, and/or runners. All
regrind used must be clean, uncontaminated, and
thoroughly blended with virgin resin prior to drying
and processing. Under no circumstances should
degraded, discolored, or contaminated material be
used for regrind. Materials of this type should be
properly discarded.
Improperly mixed and/or dried regrind may diminish
the desired properties of Makrolon resin. It is critical
that you test finished parts produced with any amount
of regrind to ensure that your end-use performance
requirements are fully met. Regulatory or testing
organizations (e.g., UL) may have specific requirements
limiting the allowable amount of regrind. Because
third party regrind generally does not have a traceable
heat history or offer any assurance that proper
temperatures, conditions, and/or materials were used
in processing, extreme caution must be exercised in
buying and using regrind from third parties.
The use of regrind material should be avoided entirely
in those applications where resin properties equivalent
to virgin material are required, including but not
limited to color quality, impact strength, resin purity,
and/or load-bearing performance.
Regulatory Compliance Information
Some of the end uses of the products described in this
bulletin must comply with applicable regulations, such
as FDA, NSF, USDA, and CPSC. If you have any
questions on the regulatory status of these products,
contact your Bayer MaterialSciencerepresentative or
Bayer’s Regulatory Affairs Manager in Pittsburgh, Pa.
General Characteristics of Polycarbonate
Hydrolytic Stability. Parts molded from polycarbonate
absorb only 0.15 to 0.19% water at room temperature
and 50% relative humidity. Dimensional stability and
mechanical properties remain virtually unaffected. Even
with immersion in water, dimensional changes measure
only about 0.5%. Although frequent, intermittent contact
with hot water does not harm polycarbonate, continuous
exposure to humidity or water at high temperatures
(>140°F/60°C) is not recommended due to hydrolytic
degradation, which reduces impact strength and
tensile properties.
Gas Permeability. Steam permeability, measured on
100-µm thick film, is 15 g/m
2
.
24 h (0.97 g/100 in
2
.
24 h).
Significant permeability also exists for other gases, such
as hydrogen, carbon dioxide, sulfur dioxide, helium,
ethylene oxide, and oxygen.
Chemical Resistance. Polycarbonate is resistant to
mineral acids (even in high concentrations), a large
number of organic acids, many oxidizing and reducing
agents, neutral and acidic saline solutions, some
greases and oils, saturated aliphatic and cycloaliphatic
hydrocarbons, and most alcohols. It is important
to note that polycarbonate is degraded by alkaline
solutions, ammonia gas and its solutions, and amines.
Polycarbonate dissolves in a number of organic
solvents, such as halogenated hydrocarbons and some
aromatic hydrocarbons. Other organic compounds
cause polycarbonate to swell or stress-crack, e.g.,
acetone and methyl ethyl ketone. Since chemical
resistance to various media is dependent on variables,
such as concentration, time, temperature, part design,
and residual stresses, the above information should
serve only as a guideline. It is imperative that production
parts be evaluated under actual application conditions
prior to commercial use.
Health and Safety Information
Appropriate literature has been assembled which
provides information concerning the health and safety
precautions that must be observed when handling the
Makrolon resins described in this bulletin. Before
working with these products, you must read and
become familiar with the available information on their
hazards, proper use, and handling. This cannot be
overemphasized. Information is available in several
forms, e.g., material safety data sheets and product
labels. Consult your BayerMaterialSciencerepresentative
or contact Bayer’s Product Safety and Regulatory
Affairs Department in Pittsburgh, Pa.
ASTM Makrolon®2405/2407
b
/2458
Typical Properties* Test Method Resins
for Natural Resin (Other) U.S. Conventional SI Metric
eneral
pecific Gravity D 792 1.20
ensity D 792 0.043 lb/in3 1.20 g/cm
3
pecific Volume D 792 23.1 in3/lb 0.83 cm
3
/g
Mold Shrinkage D 955 0.005–0.007 in/in 0.005–0.007 mm/mm
Water Absorption, Immersion at 73°F (23°C): D 570
24 Hours 0.12%
Equilibrium 0.30%
Melt Flow Ratea
at 300°C/1.2-kg Load D 1238 20 g/10 min
ptical
ransmittance at 0.125-in (3.2-mm) Thickness D 1003 88%
aze at 0.125-in (3.2-mm) Thickness D 1003 <0.8%
efractive Index D 542 1.586
Mechanical
ensile Stress at Yield D 638 9,400 lb/in
2
65 MPa
ensile Stress at Break D 638 8,700 lb/in
2
60 MPa
ensile Elongation at Yield D 638 6%
ensile Elongation at Break D 638 115%
ensile Modulus (1 mm/min) D 638 350,000 lb/in
2
2.4 GPa
lexural Stress at 5% Strain D 790 12,000 lb/in
2
83 MPa
lexural Modulus D 790 340,000 lb/in
2
2.4 GPa
ompressive Stress at Yield D 695 11,000 lb/in2
76 MPa
mpact Strength, Notched Izod: D 256
73°F (23°C)
0.125-in (3.2-mm) Thickness 14 ft•lb/in 750 J/m
ensile Impact Strength, “S” Specimen: D 1822
0.125-in (3.2-mm) Thickness 250 ft•lb/in
2 525 kJ/m
2
ockwell Hardness: D 785
M Scale 75
R Scale 120
hermal
eflection Temperature, Unannealed: D 648
0.250-in (6.4-mm) Thickness
264-psi (1.82-MPa) Load 259°F 126°C
66-psi (0.46-MPa) Load 273°F 134°C
oefficient of Linear Thermal Expansion D 696 3.34 E-05 in/in/°F 6.0 E-05 mm/mm/°C
hermal Conductivity C 177 1.39 Btu•in/(h
•ft
2
•°F) 0.20 W/(m•K)
pecific Heat D 2766 0.28 Btu/(lb•°F) 1,172 J/(kg•K)
elative Temperature Index: (UL746B)
0.059-in (1.5-mm) Thickness
Electrical 125°C
Mechanical with Impact 115°C
Mechanical without Impact 125°C
icat Softening Temperature, 50N; 50K/h D 1525 291°F 144°C
lammability**
xygen Index D 2863 28%
L94 Flame Class: (UL94)
0.75-mm (0.030-in) Thickness V-2 Rating
1.5-mm (0.059-in) Thickness V-2 Rating
2.7-mm (0.106-in) Thickness HB Rating
3.0-mm (0.118-in) Thickness HB Rating
Weatherability
V Light Exposure and Hot Water Immersion Tests (UL746C)
Makrolon 2407 and 2458 resins f1 rating
lectrical
olume Resistivity (Tinfoil Electrodes) D 257 1.0 E+16 ohm•cm
urface Resistivity D 257 1.0 E+16 ohm
ielectric Strength (Short Time Under Oil D 149
at 1-mm [0.04-in] and 73°F [23°C]) 810 V/mil 32 kV/mm
ielectric Constant (Tinfoil Electrodes): 60 Hz D 150 3.0
1 MHz 2.9
issipation Factor (Tinfoil Electrodes): 60 Hz D 150 0.0008
1 MHz 0.01
rc Resistance: Stainless Steel Electrodes D 495 11 s
Tungsten Electrodes 120 s
These items are provided as general information only. They are approximate values and are not part of the product specifications. Type and
quantity of pigments or additives used to obtain opaque colors and special effects can affect material properties.
Flammability results are based on small-scale laboratory tests for purposes of relative comparison and are not intended to reflect the hazards
presented by this or any other material under actual fire conditions.
For information on using melt flow as a quality control procedure, see the Bayer publication Makrolon Polycarbonate — A Processing Guide
or Injection Molding.
Makrolon 2407 resin is UV-Stabilized.
Note: The information contained in this bulletin is current as of November 2002. Please contact Bayer MaterialScience
to determine whether this publication has been revised.
Sản phẩm khác cùng loại
- Hiện chưa có sản phẩm
HỖ TRỢ TRỰC TUYẾN
 Hotline: 0904 022 133
Hotline: 0904 022 133- Phòng KD hạt nhựa: 0243.7767722 / 0243.7767733/ 0243.7767744
- Email: sales@alphachem.com.vn
- Phòng KD hóa chất: 0243.7767722 / 0243.7767733/ 0243.7767744
- Email: sales@alphachem.com.vn
 Email:
Email:- Facebook Hóa Chất Alpha
-
 binh.alpha
binh.alpha
TÌM KIẾM NÂNG CAO
NHẬN TIN SẢN PHẨM MỚI
HOẠT ĐỘNG
- Thông báo nghỉ Tết Nguyên Đán Canh Tý 2019
- Tuyển Trưởng phòng kinh doanh hạt nhựa kỹ thuật - Business Manager
- Tuyển dụng Trưởng phòng kinh doanh/Nhân viên kinh doanh hóa chất, hạt nhựa
- Tuyển Nhân viên kinh doanh hóa chất
- Tuyển nhân viên kinh doanh hóa chất, hạt nhựa
- Thay đổi tên công ty và địa chỉ văn phòng
- Đoàn Hiệp hội Giấy Việt Nam tham dự FAPPI 31 tại Indonesia
- Công ty cổ phần giấy việt trì 50 năm xây dựng và phát triển
- Công ty CP giấy Việt Trì tự hào với truyền thống 50 năm xây dựng và phát triển
- Triển lãm China International Water Chem Exhibition 2013 lần thứ 9
LIÊN KẾT WEBSITE
- Công ty Cổ phần XNK Bắc Giang (Nhà máy Giấy Xương Giang)
- Công ty Cổ phần DEVYT (Nhà máy Giấy BBP)
- Công ty Cổ phần Giấy An Hòa
- Công ty Cổ phần Giấy Bao bì Đồng Tiến
- Công ty Giấy Tissue Sông Đuống
- Công ty TNHH Xưởng Giấy Chánh Dương
- Tập đoàn Giấy Tân Mai
- Công ty TNHH Giấy Trường Xuân
- Công ty TNHH Giấy Kraft Vina
- Công ty Giấy Hải Phòng
- Tổng công ty Giấy Việt Nam (Nhà máy Giấy Bãi Bằng)
- Công ty Cổ phần Giấy Việt Trì
- Trang Web Danh bạ các công ty hóa chất
- Công ty Cổ phần Giấy Sài Gòn
- Công ty cổ phần Sản xuất và thương mại P.P
- Công ty cổ phần Giấy Vạn Điểm
- Thời báo kinh tế - Diễn đàn Doanh Nghiệp Việt Nam
- Giấy – Wikipedia tiếng Việt
- Hiệp hội giấy và bột giấy Việt Nam (VPPA)
- Tin tuc 24h | tin nhanh bong da | the thao | thoi trang, giai tri vn
- Báo Dân trí – Thông tin mọi lúc, mọi nơi tới mọi người, mọi nhà
- Tin nhanh VnExpress - Đọc báo, tin tức online 24h
LƯỢT TRUY CẬP
- Đang xem
- Hôm nay 484
- Tổng lượt truy cập 4,246,754
THÔNG TIN TIỆN ÍCH
BÀI VIẾT MỚI NHẤT
- Tuyển dụng Trưởng phòng kinh doanh/Nhân viên kinh doanh Hóa chất, Hạt nhựa
- PAC và ứng dụng trong xử lý nước
- Cần tuyển nhân viên kinh doanh hóa chất, nhựa
- Tuyển 01 lái xe văn phòng
- Xử lý nước thải sản xuất giấy
- Lịch sử sản xuất giấy
- Các chất phụ gia trong ngành giấy
- List of Customers
- Nhựa thông trong kỹ thuật gia keo bề mặt cho giấy
- Nguyên nhân và cơ chế của hiện tượng bóc sợi
- Các bệnh giấy thường gặp và cách khắc phục
- Keo chống thấm AKD
- Chất độn cho giấy
- Nhuộm màu cho Giấy
- Khách hàng
- 6-8/6/2013: Triển lãm Quốc tế về ngành Giấy và Bột giấy Việt Nam
- Chất trợ bảo lưu Percol 182
- Tuyển 01 nhân viên kinh doanh hóa chất

Bình luận
Chưa có bình luận nào!
Phản hồi
Bình luận từ Facebook